


Otwarte parametry: jak rozpocząć eksperymentowanie z proszkami SLS?
Uzasadnienie regulowania parametrów druku
Jak wspomniano w poprzednich artykułach, istnieje obszerny wybór proszków polimerowych odpowiednich dla technologii SLS. Możesz zapytać – dlaczego te materiały mają tak różne właściwości? Poliamid (PA) jest mocny i wytrzymały, natomiast termoplastyczny poliuretan (TPU) jest elastyczny i podobny do gumy. Aby odpowiedzieć na te pytania, musisz przyjrzeć się strukturze molekularnej polimerów.
Szybkie streszczenie: polimery są makrocząsteczkami utworzonymi przez takie same lub różne cząsteczki połączone razem w łańcuch. Tylko dla pokazania skali – te łańcuchy mogą posiadać w swojej strukturze tysiące jednostek monomeru. Ponadto łańcuchy te można usieciować lub modyfikować chemicznie dla uzyskania pożądanych właściwości. Oczywiście w ramach technologii SLS sproszkowana mieszanka polimerowa musi posiadać właściwości wymagane do wystąpienia zjawiska spiekania. Chodzi o charakter chemiczny, strukturę i najważniejsze parametry fizykochemiczne.
Parametry termiczne
Kiedy masz już mieszankę gotową do SLS, możesz dostosować temperaturę platformy drukowania (tzw. „print bed”) i moc wiązki laserowej, aby wydruk posiadał określone właściwości. Aby określić zakres temperatury spiekania (opisany w poprzednim artykule) należy wziąć pod uwagę stan krystaliczny proszku i przede wszystkim dane z Różnicowej Kalorymetrii Skaningowej (z ang. Differential Scanning Calorimetry, DSC).
Jeśli znajdujesz się na dolnej granicy temperatury spiekania, ograniczysz koalescencję cząstek zanim nastąpi spiekanie, mimo to utrudnisz przepływ proszku, zachowując wymiary wydruku. Jeśli temperatura jest zbyt niska, złączenie cząstek nie powiedzie się, co spowoduje nieudany wydruk.
Jeśli podwyższysz temperaturę do końca jej zakresu spiekania, sytuacja się odwróci: możesz uzyskać bardziej „roztopiony” stan proszku i lepsze wiązanie, ale z drugiej strony to może zwiększyć pożądane wymiary. Regulacja temperatury platformy drukowania może być czasochłonna, lecz możesz osiągnąć pożądaną rozdzielczość i właściwości mechaniczne ostatecznego modelu. Pamiętaj, że dla proszków dostępnych na rynku wartości temperatury podłoża drukowania są podawane przez producenta.
| Wskazówka |
Proponujemy kilka cennych wskazówek w zakresie dostosowania parametrów podczas korzystania z drukarek Lisa lub Lisa Pro. Mianowicie zwiększenie temperatury lub zmniejszenie mocy wiązki laserowej redukuje prawdopodobieństwo wygięcia modelu przy stosowaniu proszków na bazie poliamidu, takich jak PA12 Smooth czy PA11 Onyx. Jeśli tzw. „cake” jest dobrze spieczony, ale modele zakrzywione lub podwinięte, trzeba zwiększyć temperaturę cylindra. |
„Zabawa” laserem
Po zapoznaniu się z przepływem materiału i upewnieniu się, że gęstość proszku i rozmiar jego cząstek nie wpłyną na proces spiekania (tj. elektrostatyczne przyciąganie proszku do tzw. „recoatera”) można przystąpić do regulacji lasera.
Jeśli chcesz poddać materiał spiekaniu laserowemu, to najważniejszą sprawą jest sprawdzenie, czy Twoja mieszanka pochłania długość fali lasera. Absorpcja wiązki jest niezbędna do procesu wiązania – jeśli nie jest obecna, można po prostu spalić proszek albo nic się nie stanie. Jeśli nie zależy Ci na końcowym kolorze modelu, a promień lasera nie ma wpływu na Twój proszek, zawsze możesz go wymieszać z kilkoma procentami pochłaniacza węglowego (krótko mówiąc – wpływa to na końcowe właściwości mechaniczne). Nie krępuj się z różnymi składami proszku. Musisz jednak pamiętać o starannym wyczyszczeniu wnętrza drukarki, jeśli chcesz zmienić materiał.
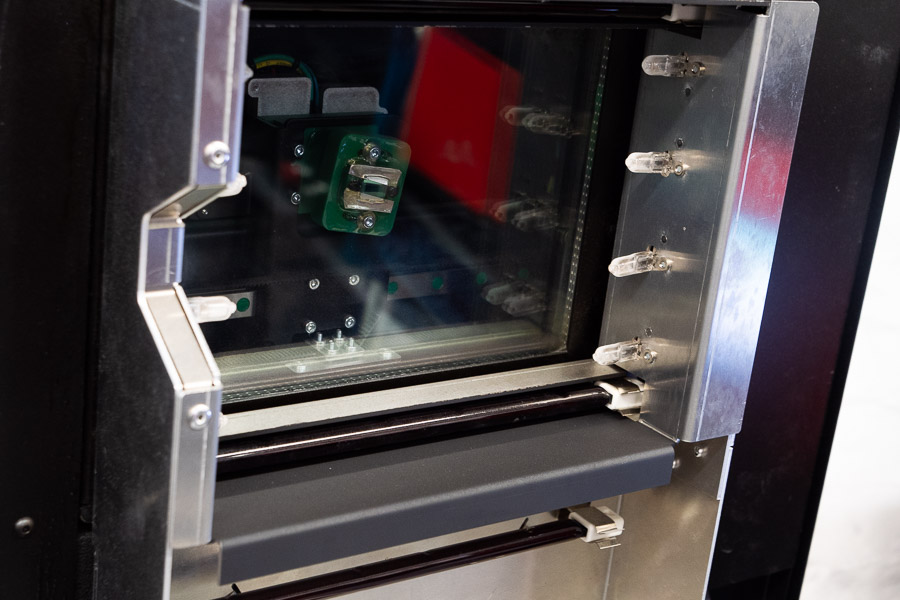
Moduł laserowy w Sinterit Lisa Pro
| Wskazówka |
| Istnieje świetny przykład na dostosowanie mocy lasera dla naszych przypominających gumę proszków na bazie TPU, takich jak materiały Flexa Grey lub Flexa Soft. Jeśli podwyższysz moc, możesz znacznie zwiększyć sztywność i wydłużenie przy zerwaniu w zamian za utratę jakości detali. To zależy od Ciebie i od zastosowania wydruku, czy chcesz zmodyfikować te właściwości. |
Jeśli Twój proszek jest delikatny i masz świadomość, że laser może uszkodzić strukturę polimeru, musisz zmniejszyć moc. Jeśli chcesz mocniej spiekać warstwy, możesz zwiększyć moc wyjściową. Trzeba mieć na uwadze, że laser jest w stanie zmienić, a nawet uszkodzić konstrukcję, jeśli przekroczysz określoną wartość.
| Wskazówka |
| Kolejną cenną wskazówką jest to, że jeśli wystąpi rozwarstwienie końcowego modelu, to znak, że trzeba znacznie zwiększyć moc lasera. |
Otwarte parametry w drukarkach Sinterit
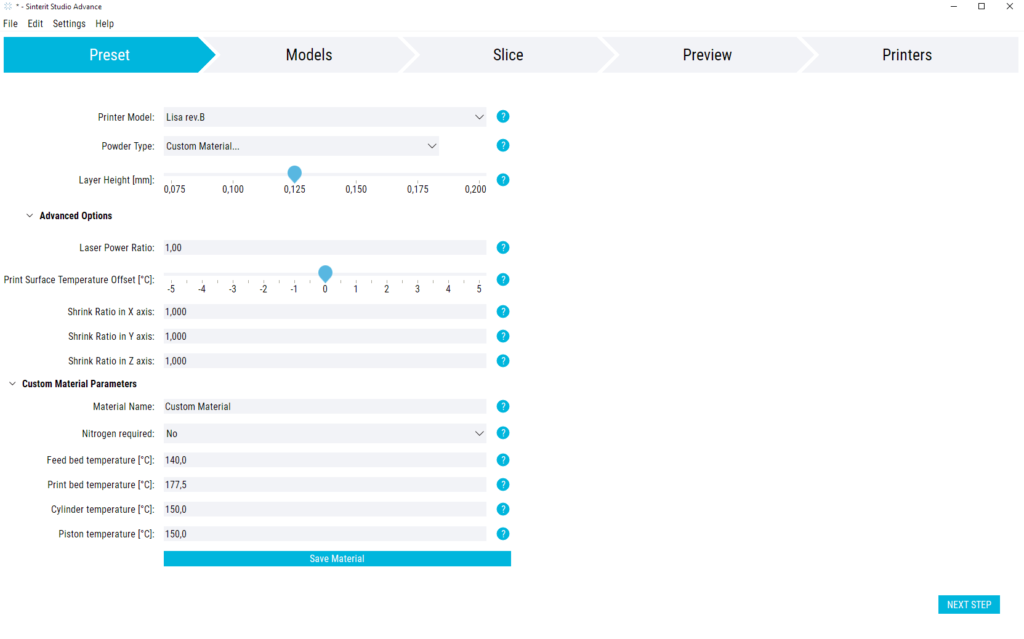
Wszystkie wyżej wymienione parametry nazywają się parametrami otwartymi i można je wypróbowywać w oprogramowaniu Sinterit Studio dla naszych drukarek. Jest to niezbędne narzędzie, jeśli chcesz modyfikować właściwości prototypu. Jeśli chcesz poczuć moc otwartych parametrów, nie krępuj się wydrukować ten sam model ze „sztywnymi” i „elastycznymi” parametrami za pomocą proszku na bazie TPU.
Należy rozróżnić dwa różne sposoby manewrowania w zakresie otwartych parametrów: jeśli materiał jest komercyjny, a zakresy manipulacji są podane przez producenta, wypróbowywanie ich jest bezpieczniejsze, ale jeśli wprowadzasz własny proszek, trzeba uzbroić się w cierpliwość i mieć na uwadze, że może się nie powieść. Proszę pamiętać, że wszystkie dostępne systemy SLS różnią się budową, parametrami spiekania i dostępnością materiałów.
Jeszcze trudniej jest porównać biurkowe, niedrogie drukarki, takie jak Lisa lub Lisa Pro, z ogromnymi i rozbudowanymi konfiguracjami przemysłowymi. Eksperymentuj z parametrami, próbuj wprowadzać nowe materiały i pamiętaj, że technologie druku 3D to przyszłość i nie wszystko jest jeszcze zbadane i wprowadzone w ich zakresie. Bądź na bieżąco z nadchodzącymi aktualizacjami.
Paweł Piszko
Doradca naukowy
Obniż koszty drukowania SLS 3D
Przeczytaj nasz najnowszy e-book i spraw, aby drukowanie SLS 3D było bardziej opłacalne



